- số 8 đường Zaolin,
đường Long Tường,
Đồng Hương, Chiết Giang, Trung Quốc - +86 573 89381086[email protected]
- Tải xuốngTài liệu PDF
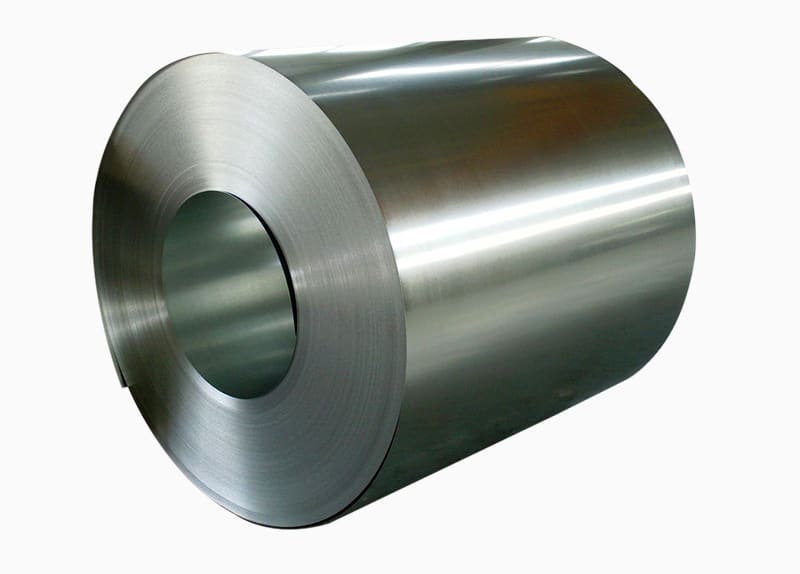
Thép cuộn cán nóng là một trong những dạng thép được sử dụng rộng rãi nhất trong sản xuất và xây dựng hiện đại. Những cuộn kim loại tấm thép lớn này được sản xuất thông qua quy trình cán ở nhiệt độ cao, tạo ra vật liệu linh hoạt phù hợp với mọi thứ, từ kết cấu tòa nhà đến khung ô tô. Nếu bạn làm việc trong lĩnh vực xây dựng, sản xuất hoặc chế tạo kim loại, hiểu biết về thép cuộn cán nóng có thể giúp bạn đưa ra lựa chọn vật liệu tốt hơn, kiểm soát chi phí và đạt được kết quả vượt trội trong dự án của mình.
Thép cuộn cán nóng được tạo ra thông qua quy trình sản xuất biến thép thô thành các tấm phẳng, linh hoạt được quấn thành các cuộn dây lớn. Chỉ định "cán nóng" đề cập đến nhiệt độ mà thép được xử lý trên nhiệt độ kết tinh lại, thường là trên 1700 ° F. Quá trình xử lý nhiệt độ cao này mang lại cho thép cán nóng những đặc tính đặc trưng và giúp phân biệt nó với các lựa chọn thay thế cán nguội.
Hành trình sản xuất bắt đầu tại nhà máy thép, nơi nguyên liệu thô bao gồm quặng sắt, than đá và đá vôi được nấu chảy cùng nhau trong lò cao để tạo ra thép nóng chảy. Kim loại lỏng này sau đó được đúc thành các tấm hình chữ nhật lớn gọi là phôi hoặc phôi. Những sản phẩm bán thành phẩm này có thể nặng vài tấn và đóng vai trò là điểm khởi đầu cho quá trình cán nóng.
Sau khi các tấm được hình thành, chúng được nung lại trong các lò chuyên dụng đến nhiệt độ vượt quá 2000°F cho đến khi chúng phát sáng màu cam hoặc vàng sáng. Nhiệt độ cực cao này làm cho thép dễ uốn và sẵn sàng để lăn. Các tấm được gia nhiệt sau đó đi qua một loạt các máy cán lớn làm giảm dần độ dày trong khi tăng chiều dài. Hãy nghĩ nó giống như việc nhào bột - mỗi lần đi qua các con lăn sẽ làm cho thép mỏng hơn và dài hơn.
Khi thép đi qua nhiều bệ lăn, các con lăn áp suất cao sẽ ép và định hình nó thành những tấm mỏng dần. Số lần đi qua và áp suất tác dụng xác định độ dày cuối cùng của cuộn dây. Các nhà máy hiện đại sử dụng bộ điều khiển bằng máy tính để duy trì dung sai độ dày chính xác trong toàn bộ chiều dài của cuộn dây, có thể kéo dài hàng trăm feet.
Sau khi đạt được độ dày mong muốn, tấm thép nóng sẽ di chuyển qua các bệ làm mát hoặc phun nước để hạ nhiệt độ xuống một cách có kiểm soát. Quá trình làm mát này ảnh hưởng đến tính chất cơ học cuối cùng và cấu trúc hạt của thép. Cuối cùng, thép nguội được quấn thành cuộn chặt bằng thiết bị cuộn chuyên dụng. Những cuộn dây thành phẩm này có thể nặng từ 10 đến 30 tấn và có chiều rộng từ 3 đến 6 feet, sẵn sàng vận chuyển đến các nhà sản xuất và nhà chế tạo trên toàn thế giới.
Thép cuộn cán nóng sở hữu các tính chất cơ lý riêng biệt do quá trình xử lý ở nhiệt độ cao. Hiểu được những đặc điểm này sẽ giúp bạn xác định khi nào thép cán nóng là lựa chọn phù hợp cho ứng dụng của bạn.
Bề mặt hoàn thiện của thép cán nóng là một trong những đặc điểm dễ nhận biết nhất của nó. Do thép được xử lý ở nhiệt độ cao nên một lớp vảy oxit sắt hình thành trên bề mặt trong quá trình làm nguội. Lớp vảy này làm cho thép cán nóng có vẻ ngoài thô ráp, hơi rỗ đặc trưng và có màu xám đen. Trong khi một số ứng dụng yêu cầu loại bỏ lớp cặn này thông qua tẩy rửa hoặc phun bi, nhiều ứng dụng vẫn sử dụng lớp hoàn thiện công nghiệp này.
Dung sai kích thước của thép cán nóng thường lỏng hơn so với các loại thép cán nguội. Quá trình xử lý ở nhiệt độ cao khiến việc duy trì các thông số kỹ thuật về độ dày và chiều rộng cực kỳ chặt chẽ trở nên khó khăn. Dung sai độ dày thông thường nằm trong khoảng từ ± 0,030 đến ± 0,060 inch tùy thuộc vào độ dày và cấp vật liệu. Đối với các ứng dụng yêu cầu kích thước chính xác, có thể cần phải có thép cán nguội hoặc xử lý bổ sung.
Các tính chất cơ học của thép cán nóng bao gồm độ dẻo và khả năng định hình tốt, khiến nó thích hợp cho việc uốn, dập và các quy trình chế tạo khác. Vật liệu có độ bền kéo vừa phải thường dao động từ 400 đến 550 MPa tùy thuộc vào loại cụ thể. Cường độ năng suất thay đổi tương tự dựa trên các thông số thành phần và xử lý. Những đặc tính này làm cho cuộn cán nóng trở nên lý tưởng cho các ứng dụng kết cấu đòi hỏi độ bền cao kết hợp với khả năng làm việc.
Ứng suất bên trong ở thép cán nóng là tối thiểu vì vật liệu nguội đi một cách tự nhiên sau khi gia công mà không cần gia công nguội thêm. Điều kiện không có ứng suất này làm cho thép cán nóng ít bị cong vênh hoặc đàn hồi trong quá trình chế tạo, đây là một lợi thế đáng kể khi tạo hình các chi tiết lớn hoặc hình dạng phức tạp.
Thép cuộn cán nóng có nhiều loại và thông số kỹ thuật được thiết kế cho các ứng dụng và yêu cầu hiệu suất khác nhau. Việc chọn loại phù hợp sẽ đảm bảo dự án của bạn đáp ứng các mục tiêu về cấu trúc, khả năng định hình và chi phí.
| Chỉ định lớp | Đặc điểm chính | Ứng dụng điển hình |
| A36 | Thép kết cấu thông thường, khả năng hàn tốt, năng suất 36 ksi | Tòa nhà, cầu, chế tạo chung |
| ASTM A1011 | Tấm thép cacbon cán nóng, các cấp độ bền khác nhau | Phụ tùng ô tô, thiết bị, nhà kim loại |
| HSLA (A572) | Hợp kim thấp cường độ cao, hiệu suất 50-65 ksi, độ dẻo dai được cải thiện | Thiết bị nặng, bình chịu áp lực, kết cấu đỡ |
| SS lớp 40 | Chất lượng kết cấu, năng suất tối thiểu 40 ksi, cấp kinh tế | Khung, các thành phần cấu trúc không quan trọng |
| CS Loại B | Chất lượng thương mại, khả năng định hình vừa phải | Kệ, thùng, ứng dụng nhẹ |
| DDS (Chất lượng bản vẽ) | Khả năng định dạng tuyệt vời cho các hoạt động vẽ sâu | Tấm thân ô tô, các bộ phận hình thành phức tạp |
Ngoài các loại tiêu chuẩn này, cuộn cán nóng chuyên dụng còn phục vụ các nhu cầu cụ thể của ngành. Các loại thép chịu thời tiết như A588 phát triển lớp gỉ bảo vệ giúp loại bỏ nhu cầu sơn trong các ứng dụng ngoài trời. Các loại chịu mài mòn như AR400 hoặc AR500 cung cấp độ cứng vượt trội cho các ứng dụng như bệ xe tải tự đổ hoặc thiết bị khai thác mỏ trong đó khả năng chống mài mòn là rất quan trọng.
Phạm vi độ dày cho cuộn cán nóng thường trải dài từ 0,050 inch (1,27mm) đến 0,500 inch (12,7mm) trở lên, mặc dù phạm vi phổ biến nhất nằm trong khoảng từ 0,075 đến 0,250 inch. Đồng hồ đo mỏng hơn mang lại khả năng định dạng tốt hơn trong khi vật liệu dày hơn mang lại khả năng kết cấu lớn hơn. Chiều rộng thay đổi từ 24 inch đến hơn 72 inch, trong đó 48 và 60 inch là kích thước tiêu chuẩn giúp giảm thiểu lãng phí trong nhiều ứng dụng.
Sự lựa chọn giữa thép cuộn cán nóng và thép cuộn cán nguội là một trong những quyết định cơ bản nhất trong việc lựa chọn kim loại. Mỗi phương pháp xử lý tạo ra các đặc tính riêng biệt phù hợp với các ứng dụng khác nhau và việc hiểu rõ những khác biệt này sẽ ngăn ngừa những sai sót tốn kém trong đặc tính vật liệu.
Nhiệt độ trong quá trình xử lý là điểm khác biệt chính. Thép cán nóng được tạo hình ở nhiệt độ trên 1700°F trong khi vật liệu vẫn ở trạng thái mềm. Ngược lại, thép cán nguội được xử lý ở nhiệt độ phòng sau khi bắt đầu bằng cuộn cán nóng. Quá trình gia công nguội này làm cứng thép thông qua quá trình làm cứng do biến dạng và cho phép kiểm soát kích thước chặt chẽ hơn.
Chất lượng hoàn thiện bề mặt khác nhau đáng kể giữa hai loại. Thép cán nóng có bề mặt thô ráp, bong tróc được tạo ra bởi quá trình oxy hóa ở nhiệt độ cao. Thép cán nguội có bề mặt nhẵn, sạch và có vẻ ngoài tươi sáng do cặn được loại bỏ trong quá trình gia công và vật liệu trải qua các bước hoàn thiện bổ sung. Nếu ứng dụng của bạn yêu cầu sơn, mạ hoặc bề ngoài được đánh bóng, thép cán nguội sẽ mang lại bề mặt khởi đầu tốt hơn.
Độ chính xác về kích thước rất có lợi cho các sản phẩm cán nguội. Quá trình xử lý ở nhiệt độ phòng cho phép các nhà sản xuất có dung sai chặt chẽ hơn nhiều, với các biến thể độ dày nhỏ đến ± 0,005 inch so với ± 0,030 inch trở lên đối với cán nóng. Các ứng dụng yêu cầu độ khít chính xác, bán kính uốn nhất quán hoặc bề ngoài đồng đều sẽ được hưởng lợi từ khả năng kiểm soát kích thước vượt trội của thép cán nguội.
Các cân nhắc về chi phí thường ưu tiên thép cán nóng vì nó đòi hỏi ít bước xử lý hơn và ít năng lượng hơn để sản xuất. Cuộn cán nóng thường có giá thấp hơn 10-20% so với vật liệu cán nguội tương đương. Đối với các dự án kết cấu lớn, nơi độ bóng bề mặt và dung sai chặt chẽ không quan trọng, thép cán nóng giúp tiết kiệm chi phí đáng kể mà không làm giảm hiệu suất.
Đặc tính cường độ và độ cứng khác nhau do phương pháp xử lý. Thép cán nguội cứng hơn và chắc hơn thép cán nóng cùng loại do được làm cứng trong quá trình gia công nguội. Tuy nhiên, độ bền tăng lên này đi kèm với độ dẻo giảm, khiến thép cán nguội dễ bị nứt hơn trong các hoạt động tạo hình khắc nghiệt. Sự kết hợp giữa độ bền vừa phải và độ dẻo tuyệt vời của thép cán nóng khiến nó trở nên lý tưởng cho các ứng dụng liên quan đến việc tạo hình hoặc uốn cong đáng kể.
Thép cuộn cán nóng đóng vai trò là nguyên liệu thô thiết yếu trong hầu hết mọi lĩnh vực công nghiệp. Tính linh hoạt, sức mạnh và hiệu quả về mặt chi phí khiến chúng không thể thiếu trong vô số ứng dụng từ các dự án cơ sở hạ tầng lớn đến các sản phẩm tiêu dùng hàng ngày.
Ngành xây dựng là ngành tiêu thụ thép cuộn cán nóng lớn nhất. Thép kết cấu cho các tòa nhà, cầu và cơ sở hạ tầng phụ thuộc rất nhiều vào các sản phẩm cán nóng. Các nhà sản xuất tòa nhà kim loại chuyển đổi cuộn cán nóng thành tấm tường, tấm lợp và các bộ phận khung kết cấu. Tỷ lệ cường độ trên trọng lượng cao của vật liệu cho phép các kỹ sư thiết kế các kết cấu hiệu quả giúp giảm thiểu việc sử dụng vật liệu đồng thời đáp ứng các yêu cầu về tải trọng. Vật liệu gia cố, dầm đỡ và các bộ phận móng thường bắt đầu ở dạng cuộn cán nóng.
Sản xuất ô tô tiêu thụ một lượng lớn thép cán nóng để làm khung xe, các bộ phận khung gầm và cốt thép kết cấu. Trong khi các tấm thân bên ngoài thường sử dụng thép cán nguội hoặc thép tráng để đảm bảo chất lượng bề mặt, thì cấu trúc bên dưới của hầu hết các phương tiện lại kết hợp thép cán nóng để tăng độ bền và khả năng định hình. Khung xe tải, thanh ngang và các bộ phận treo đặc biệt được hưởng lợi từ sự kết hợp giữa độ bền và hiệu quả chi phí của thép cán nóng.
Quá trình sản xuất ống và ống bắt đầu bằng các cuộn cán nóng được xẻ thành dải và sau đó được tạo thành các hình tròn hoặc hình dạng. Cả quy trình sản xuất ống hàn và ống liền mạch đều sử dụng thép cán nóng làm nguyên liệu. Đường ống dẫn dầu và khí đốt, ống kết cấu, ống cơ khí và vô số sản phẩm dạng ống khác có nguồn gốc từ thép cuộn cán nóng.
Các nhà sản xuất máy móc và thiết bị nặng dựa vào thép cán nóng cho mọi thứ, từ lưỡi máy ủi đến khung nông cụ. Vật liệu này chịu được sự lạm dụng của thiết bị di chuyển trái đất, máy móc khai thác mỏ và thiết bị sản xuất công nghiệp. Các loại cán nóng chịu mài mòn đặc biệt vượt trội trong các ứng dụng liên quan đến va đập, mài mòn hoặc tải nặng.
Mặc dù thép cuộn cán nóng có thể được sử dụng ở trạng thái hoàn thiện cho nhiều ứng dụng, nhưng các phương pháp xử lý bề mặt khác nhau sẽ nâng cao hiệu suất, hình thức hoặc khả năng chống ăn mòn. Hiểu các tùy chọn này giúp bạn xác định việc chuẩn bị bề mặt phù hợp cho các yêu cầu cụ thể của mình.
Quá trình tẩy rửa loại bỏ cặn nhà máy khỏi thép cán nóng thông qua bể hóa chất, thường sử dụng axit clohydric hoặc sulfuric. Quá trình này để lộ lớp thép sạch bên dưới, tạo ra bề mặt màu xám mờ không bị oxy hóa. Sau khi tẩy gỉ, thép được phủ một lớp dầu nhẹ để chống gỉ trong quá trình bảo quản và vận chuyển. Thép cán nóng được ngâm và bôi dầu, thường được gọi là HRPO, mang lại bề mặt tuyệt vời để hàn, sơn hoặc gia công thêm. Nó có giá cao hơn một chút so với thép cán nóng tiêu chuẩn nhưng thấp hơn đáng kể so với thép cán nguội trong khi mang lại bề mặt ban đầu sạch hơn.
Cuộn dây cán nóng có thể được mạ kẽm bằng cách nhúng chúng vào kẽm nóng chảy để tạo lớp phủ bảo vệ. Thép cán nóng mạ kẽm này, thường được gọi là mạ điện khi được xử lý nhiệt sau khi phủ, mang lại khả năng chống ăn mòn tuyệt vời cho các ứng dụng ngoài trời. Lớp mạ kẽm hy sinh bản thân để bảo vệ thép bên dưới khỏi rỉ sét và oxy hóa. Cuộn cán nóng mạ kẽm rất phổ biến để lợp mái, vách ngoài, ống dẫn và bất kỳ ứng dụng nào tiếp xúc với thời tiết hoặc độ ẩm.
Tẩy cặn cơ học thông qua phun bi sử dụng các hạt thép hoặc gốm tốc độ cao để loại bỏ lớp cặn nhà máy một cách vật lý và tạo ra bề mặt có kết cấu. Phương pháp xử lý này chuẩn bị cho thép cho các ứng dụng sơn phủ bằng cách tạo ra bề mặt nhám giúp cải thiện độ bám dính của sơn. Phun bi là phương pháp phổ biến đối với thép kết cấu sẽ được sơn tại hiện trường hoặc cho các ứng dụng yêu cầu các thông số độ nhám bề mặt cụ thể.
Nhiều nhà chế tạo áp dụng sơn hoặc sơn tĩnh điện cho các bộ phận thép cán nóng sau khi chế tạo. Chuẩn bị bề mặt thích hợp bao gồm làm sạch, tẩy dầu mỡ và đôi khi áp dụng các lớp phủ chuyển đổi để đảm bảo độ bám dính sơn tốt và chống ăn mòn lâu dài. Sơn tĩnh điện ngày càng trở nên phổ biến vì độ bền, lợi ích môi trường và nhiều lựa chọn màu sắc.
Mua thép cuộn cán nóng đòi hỏi phải hiểu rõ động lực thị trường, cơ chế định giá và hậu cần thực tế ảnh hưởng đến tổng chi phí mua lại của bạn. Chiến lược mua hàng thông minh có thể tạo ra khoản tiết kiệm đáng kể trong khi vẫn đảm bảo nguyên liệu sẵn có khi bạn cần.
Giá kim loại cơ bản biến động liên tục dựa trên cung cầu toàn cầu, chi phí nguyên liệu thô và điều kiện kinh tế. Giá thép thường được tính theo tấn hoặc theo trăm cân (cwt) và thay đổi tùy theo khu vực, nhà máy và điều kiện thị trường hiện tại. Các yếu tố chính ảnh hưởng đến giá bao gồm chi phí quặng sắt, giá năng lượng, lượng kim loại phế liệu sẵn có và các chính sách thương mại quốc tế bao gồm thuế quan và hạn ngạch.
Các khoản bổ sung và phụ phí sẽ được thêm vào giá cơ bản và có thể tác động đáng kể đến tổng chi phí. Các khoản phụ phí thông thường bao gồm phụ phí hợp kim cho các thành phần hóa học cụ thể, phụ phí kích thước cho chiều rộng hoặc độ dày không chuẩn, phụ phí số lượng cho các đơn đặt hàng nhỏ và phụ phí xử lý cho các phương pháp xử lý bề mặt đặc biệt. Một số nhà máy còn áp dụng phụ phí nhiên liệu, phí vận chuyển hoặc các loại phí khác tùy theo điều kiện thị trường. Luôn yêu cầu định giá theo từng khoản để bạn có thể so sánh chính xác các báo giá.
Số lượng đặt hàng ảnh hưởng đáng kể đến đơn giá. Các nhà máy thép thích sản xuất số lượng lớn có cùng thông số kỹ thuật để tối đa hóa hiệu quả, vì vậy các đơn hàng nhỏ thường có giá cao. Điểm dừng thay đổi tùy theo nhà máy, nhưng các đơn đặt hàng từ 20-40 tấn trở lên thường đủ điều kiện để có giá tốt hơn so với số lượng nhỏ hơn. Tuy nhiên, việc cân bằng chiết khấu theo số lượng với chi phí lưu kho và rủi ro lỗi thời—mua nhiều hơn mức bạn có thể sử dụng trong một khung thời gian hợp lý có thể làm mất đi khoản tiết kiệm rõ ràng.
Thời gian giao hàng thay đổi tùy theo việc bạn đặt hàng trực tiếp tại nhà máy hay từ trung tâm dịch vụ. Các đơn đặt hàng trực tiếp tại nhà máy thường yêu cầu 6-12 tuần để sản xuất và giao hàng, trong khi các trung tâm dịch vụ cung cấp các kích cỡ phổ biến để có thể có ngay. Các trung tâm dịch vụ cộng thêm mức chênh lệch so với giá nhà máy nhưng cung cấp các dịch vụ có giá trị bao gồm cắt theo chiều dài, rạch và số lượng tối thiểu nhỏ hơn.
Mỗi chiến lược mua theo hợp đồng và giao ngay đều mang lại lợi ích. Hợp đồng dài hạn khóa giá cho nhiều lần giao hàng trong nhiều tháng hoặc nhiều năm, bảo vệ khỏi sự tăng giá đột biến nhưng có thể bỏ lỡ cơ hội khi giá giảm. Mua giao ngay mang đến sự linh hoạt trong việc mua hàng theo thời gian trong các thị trường thuận lợi nhưng khiến bạn gặp phải biến động về giá. Nhiều công ty sử dụng các phương pháp kết hợp, ký hợp đồng cho các nhu cầu cơ bản trong khi mua giao ngay cho các nhu cầu thay đổi.
Việc bảo quản và xử lý thép cuộn cán nóng đúng cách sẽ bảo vệ khoản đầu tư của bạn và đảm bảo vật liệu vẫn ở tình trạng tốt cho đến khi sử dụng. Những vật thể to, nặng này cần có biện pháp phòng ngừa cụ thể để ngăn ngừa hư hỏng, thương tích và suy giảm chất lượng.
Lưu trữ cuộn dây đòi hỏi không gian thích hợp và cấu trúc hỗ trợ thích hợp. Lưu trữ cuộn dây thẳng đứng trên yên gỗ hoặc kim loại để phân bổ trọng lượng đồng đều và tránh tải điểm có thể làm biến dạng cuộn dây. Không bao giờ xếp các cuộn dây theo chiều ngang vì trọng lượng có thể khiến lớp bọc bên trong bị nát vĩnh viễn. Duy trì khoảng trống ít nhất 6 inch giữa mặt đất và đáy cuộn dây để tránh tích tụ độ ẩm và hình thành rỉ sét. Bảo quản trong nhà là lý tưởng, nhưng nếu cần bảo quản ngoài trời, hãy che các cuộn dây bằng tấm bạt chống thấm nước đồng thời cho phép không khí lưu thông để tránh ngưng tụ.
Kiểm soát môi trường ngăn ngừa các vấn đề ăn mòn và chất lượng. Bề mặt trần của thép cán nóng dễ bị rỉ sét khi tiếp xúc với độ ẩm. Duy trì khu vực bảo quản có độ ẩm dưới 50% khi có thể và đảm bảo thông gió tốt để tránh ngưng tụ hơi nước. Ngay cả các cuộn dây được phủ dầu cũng có thể bị rỉ sét nếu bảo quản trong điều kiện ẩm ướt trong thời gian dài. Một số hoạt động sử dụng máy hút ẩm hoặc chất phụ gia chống ăn mòn trong khu vực lưu trữ xử lý các vật liệu quan trọng.
Quy trình xử lý an toàn là rất cần thiết đối với trọng lượng và kích thước của cuộn thép. Một cuộn dây thông thường có trọng lượng từ 15-30 tấn, cần có cần trục, máy nâng cuộn hoặc thiết bị chuyên dụng để di chuyển. Không bao giờ sử dụng vòng chặn hoặc dây cáp vì có thể làm hỏng các cạnh của cuộn dây hoặc khiến tải bị dịch chuyển bất ngờ. Kẹp cuộn hoặc móc chữ C được thiết kế đặc biệt để xử lý cuộn dây cung cấp phương pháp nâng an toàn nhất. Đảm bảo tất cả các thiết bị nâng được định mức phù hợp với trọng lượng cuộn dây với hệ số an toàn đầy đủ.
Việc chuyển đổi thép cuộn cán nóng thành thành phẩm bao gồm nhiều quy trình chế tạo khác nhau, mỗi quy trình đều có những cân nhắc cụ thể để đạt được kết quả tối ưu. Hiểu cách hoạt động của thép cán nóng trong các hoạt động khác nhau giúp bạn lập kế hoạch sản xuất hiệu quả và tránh các vấn đề thường gặp.
Rạch biến cuộn dây chính thành chiều rộng hẹp hơn cho các ứng dụng cụ thể. Dây chuyền rạch tốc độ cao sử dụng dao tròn để cắt cuộn theo chiều dọc đồng thời cuộn lại vật liệu thành nhiều cuộn nhỏ hơn. Chất lượng cạnh phụ thuộc vào độ sắc bén của lưỡi dao và cách thiết lập phù hợp—các lưỡi dao cùn tạo ra các gờ cần phải thực hiện các thao tác mài giũa thứ cấp. Cân của thép cán nóng có thể làm tăng tốc độ mài mòn của lưỡi dao, do đó, việc thay lưỡi dao thường xuyên hoặc dụng cụ cacbua có thể cần thiết để rạch khối lượng lớn.
Cắt theo chiều dài chuyển đổi cuộn dây thành các tấm phẳng có kích thước xác định. Các đường cắt theo chiều dài sẽ cuộn, làm phẳng và cắt vật liệu thành các tấm xếp chồng lên nhau để dễ dàng xử lý và xử lý tiếp. Ứng suất bên trong của thép cán nóng là tối thiểu nên các tấm cắt thường nằm phẳng mà không bị cong hoặc cong quá mức. Tuy nhiên, bề mặt gồ ghề có thể bị mài mòn để cấp cuộn và thiết bị san phẳng, cần bảo trì thường xuyên hơn so với gia công cán nguội.
Các hoạt động tạo hình bao gồm uốn, dập và tạo hình cuộn hoạt động tốt với thép cán nóng nhờ độ dẻo tuyệt vời của nó. Độ mềm của vật liệu so với thép cán nguội làm giảm lực tạo hình và mài mòn dụng cụ. Tuy nhiên, việc hoàn thiện bề mặt thô ráp có thể ảnh hưởng đến hình thức ở những vùng nhìn thấy được và có thể đánh dấu hoặc tạo vết lõm. Lò xo ngược nhìn chung ít gặp vấn đề hơn với thép cán nóng so với thép cán nguội, đơn giản hóa việc tính toán góc uốn.
Hàn thép cán nóng diễn ra suôn sẻ với hầu hết các quy trình hàn phổ biến bao gồm MIG, TIG, que và lõi thuốc trợ hàn. Lớp cặn bề mặt phải được loại bỏ khỏi khu vực hàn bằng cách mài, chải sắt hoặc tẩy gỉ để đảm bảo mối hàn chắc chắn. Thành phần hóa học của thép cán nóng thường đơn giản, không có hàm lượng hợp kim cao, khiến nó trở nên thân thiện với mối hàn với các quy trình tiêu chuẩn. Việc gia nhiệt trước có thể cần thiết đối với các phần dày hoặc các lớp có hàm lượng cacbon cao để ngăn ngừa nứt.
Đặc tính gia công của thép cán nóng nằm giữa các loại gia công tự do và hợp kim khó gia công. Vật liệu cắt khá tốt bằng cacbua hoặc dụng cụ bằng thép tốc độ cao. Bề mặt gồ ghề và cặn điện thế có thể làm cùn dụng cụ cắt nhanh hơn so với gia công vật liệu ngâm hoặc cán nguội. Mong đợi tuổi thọ dao vừa phải và lập kế hoạch thay đổi dao phù hợp trong các hoạt động gia công khối lượng lớn.
Việc đảm bảo thép cuộn cán nóng đáp ứng các thông số kỹ thuật đòi hỏi phải kiểm soát chất lượng một cách có hệ thống trong suốt quá trình sản xuất và khi nhận hàng. Các phương pháp thử nghiệm và kiểm tra này xác minh các đặc tính của vật liệu và xác định các khuyết tật trước khi chúng gây ra sự cố trong quá trình chế tạo hoặc dịch vụ.
Phân tích thành phần hóa học xác nhận thép đáp ứng các thông số kỹ thuật cấp về hàm lượng carbon, mangan, lưu huỳnh, phốt pho và các nguyên tố hợp kim khác. Các nhà máy thường thực hiện phân tích quang phổ trong quá trình sản xuất và cung cấp thành phần tài liệu báo cáo thử nghiệm của nhà máy được chứng nhận. Khi các ứng dụng quan trọng yêu cầu xác minh, thử nghiệm trong phòng thí nghiệm độc lập sử dụng phương pháp quang phổ phát xạ quang học hoặc huỳnh quang tia X sẽ cung cấp xác nhận.
Kiểm tra đặc tính cơ học đánh giá độ bền kéo, cường độ năng suất và độ giãn dài thông qua các quy trình tiêu chuẩn hóa. Các mẫu thử được cắt từ các mẫu cuộn phải trải qua quá trình thử kéo để đo các đặc tính này. Kết quả phải nằm trong phạm vi quy định cho lớp. Kiểm tra độ cứng bằng phương pháp Rockwell hoặc Brinell giúp kiểm tra nhanh độ bền tương đối và tính nhất quán trên một cuộn dây.
Kiểm tra kích thước để xác minh độ dày, chiều rộng và độ phẳng đáp ứng dung sai. Máy đo độ dày đo tại nhiều điểm trên chiều rộng để phát hiện độ cong hoặc độ mỏng của cạnh. Các phép đo chiều rộng xác nhận cuộn dây khớp với kích thước đã đặt hàng. Độ phẳng có thể được đánh giá bằng mắt hoặc bằng thiết bị chuyên dụng khi quan trọng. Kiểm tra tình trạng cạnh kiểm tra các vết nứt, vết nứt hoặc độ gợn sóng quá mức có thể gây ra sự cố khi xử lý.
Kiểm tra chất lượng bề mặt xác định các khuyết tật như mất cặn, vết thủng, vết trầy xước hoặc rỉ sét có thể ảnh hưởng đến thành phẩm. Mặc dù thép cán nóng vốn có bề mặt gồ ghề nhưng những khuyết tật quá mức vượt quá quy mô nhà máy thông thường là không thể chấp nhận được. Việc kiểm tra thường xảy ra trong quá trình tháo cuộn hoặc xử lý lần đầu khi có thể kiểm tra toàn bộ bề mặt. Những khiếm khuyết nghiêm trọng có thể dẫn đến việc bị từ chối hoặc điều chỉnh giá.
Chứng nhận của nhà máy và tài liệu truy xuất nguồn gốc cung cấp hồ sơ chất lượng cần thiết. Báo cáo thử nghiệm nhà máy được chứng nhận nêu chi tiết thành phần hóa học, tính chất cơ học và quy trình thử nghiệm cho từng cuộn hoặc lô sản xuất. Việc duy trì các tài liệu này hỗ trợ hệ thống chất lượng, yêu cầu của khách hàng và tuân thủ quy định. Số nhiệt được đóng dấu hoặc sơn trên cuộn dây cho phép truy nguyên vật liệu trở lại các lô sản xuất cụ thể nếu có vấn đề phát sinh.
Thép cuộn cán nóng tham gia vào một trong những hệ sinh thái tái chế thành công nhất trong sản xuất. Hiểu được các khía cạnh môi trường của việc sản xuất và tái chế thép giúp các công ty đạt được các mục tiêu bền vững đồng thời có khả năng giảm chi phí.
Thép có thể tái chế vô hạn mà không bị suy giảm chất lượng, nghĩa là thép phế liệu có thể được nấu chảy lại và biến đổi thành sản phẩm mới vô thời hạn. Khoảng 90% thép được sử dụng trong các ứng dụng xây dựng và ô tô cuối cùng sẽ được tái chế thay vì chôn lấp. Tỷ lệ tái chế đặc biệt này làm cho thép trở thành một trong những vật liệu kết cấu có trách nhiệm với môi trường nhất hiện có.
Các nhà máy thép hiện đại sử dụng hàm lượng tái chế đáng kể trong sản xuất. Các nhà máy lò hồ quang điện (EAF) có thể sản xuất thép từ gần 100% phế liệu đầu vào, trong khi các nhà máy tích hợp sử dụng lò cao thường sử dụng 25-40% phế liệu cùng với quặng sắt nguyên chất. Hàm lượng tái chế này giúp giảm mức tiêu thụ năng lượng, phát thải khí nhà kính và khai thác tài nguyên thiên nhiên so với sản xuất thép hoàn toàn từ nguyên liệu thô.
Hiệu quả sử dụng năng lượng trong cán nóng đã được cải thiện đáng kể nhờ những tiến bộ công nghệ. Hệ thống thu hồi nhiệt thu hồi nhiệt thải từ quá trình cán và làm mát. Các hoạt động được điều khiển bằng máy tính sẽ tối ưu hóa cấu hình nhiệt độ và lịch trình lăn để giảm thiểu việc sử dụng năng lượng. Các nhà máy hiện đại tiêu thụ năng lượng ít hơn khoảng 50% trên mỗi tấn thép được sản xuất so với hoạt động từ vài thập kỷ trước.
Lập kế hoạch cuối đời nên xem xét cách thức tái chế các sản phẩm thép cán nóng. Thiết kế theo nguyên tắc tháo rời giúp việc tách các thành phần thép khỏi các vật liệu khác dễ dàng hơn trong quá trình phá dỡ hoặc tháo dỡ. Tránh các vật liệu composite khó phân tách sẽ làm tăng tỷ lệ tái chế. Việc lựa chọn sơn và lớp phủ cũng có thể ảnh hưởng đến khả năng tái chế - một số lớp phủ làm phức tạp quá trình tái chế trong khi những lớp phủ khác có tác động tối thiểu.
Quản lý phế liệu trong quá trình chế tạo sẽ thu hồi vật liệu có giá trị và giảm chi phí xử lý chất thải. Các mảnh bị cắt bỏ, các bộ phận bị loại bỏ và phế liệu trong quá trình xử lý đều có giá trị đối với các đại lý phế liệu. Sắp xếp phế liệu theo loại và giữ cho nó không bị ô nhiễm sẽ tối đa hóa giá trị. Nhiều nhà chế tạo tạo ra doanh thu đáng kể từ việc bán phế liệu để bù đắp chi phí nguyên liệu thô.
Ngành thép cán nóng tiếp tục phát triển thông qua đổi mới công nghệ, nhu cầu thị trường thay đổi và các sáng kiến bền vững. Luôn nhận thức được những xu hướng này giúp các nhà sản xuất dự đoán được những thay đổi và tận dụng những cơ hội mới.
Các loại thép cường độ cao (AHSS) tiên tiến đang mở rộng ra ngoài các ứng dụng cán nguội thành các sản phẩm cán nóng. Những loại thép chuyên dụng này đạt được độ bền cao hơn ở trọng lượng thấp hơn thông qua quá trình hợp kim hóa và xử lý nhiệt cẩn thận. AHSS thế hệ thứ ba kết hợp sức mạnh đặc biệt với khả năng định hình được cải thiện, cho phép các cấu trúc nhẹ hơn duy trì hoặc cải thiện độ an toàn và độ bền. Các ứng dụng ô tô và xây dựng ngày càng chỉ định những vật liệu này để đáp ứng mục tiêu giảm trọng lượng và hiệu suất.
Chuyển đổi kỹ thuật số và công nghệ Công nghiệp 4.0 đang cách mạng hóa sản xuất thép. Hệ thống giám sát thời gian thực theo dõi mọi khía cạnh của hoạt động cán, cho phép điều chỉnh tức thời để duy trì chất lượng. Các thuật toán bảo trì dự đoán dự đoán lỗi thiết bị trước khi chúng xảy ra, giảm thời gian ngừng hoạt động. Trí tuệ nhân tạo tối ưu hóa lịch trình cán, dự đoán tính chất vật liệu và cải thiện năng suất. Những công nghệ này giúp tăng năng suất đồng thời cải thiện tính nhất quán của sản phẩm.
Các sáng kiến bền vững đang thúc đẩy những thay đổi trong quy trình sản xuất thép và cung cấp sản phẩm. Các quy trình khử trực tiếp dựa trên hydro hứa hẹn sản xuất thép carbon gần như bằng 0, mặc dù việc triển khai ở quy mô thương mại vẫn còn nhiều năm nữa. Công nghệ thu hồi và cô lập carbon có thể cho phép tiếp tục sử dụng lò cao truyền thống với lượng khí thải giảm đáng kể. Các nhà máy đang ngày càng cung cấp các sản phẩm có hàm lượng tái chế được chứng nhận và tài liệu về lượng khí thải carbon để hỗ trợ việc báo cáo tính bền vững của khách hàng.
Tối ưu hóa chuỗi cung ứng thông qua cải thiện hoạt động hậu cần và quản lý hàng tồn kho giúp các nhà máy và trung tâm dịch vụ đáp ứng nhanh hơn nhu cầu của khách hàng. Hệ thống giao hàng đúng lúc giúp giảm yêu cầu về hàng tồn kho của khách hàng trong khi vẫn đảm bảo nguyên liệu sẵn có. Các thị trường kỹ thuật số đang nổi lên giúp kết nối người mua và người bán hiệu quả hơn, có khả năng giảm chi phí giao dịch và cải thiện tính minh bạch về giá.
Sự thay đổi công suất toàn cầu tiếp tục định hình lại bối cảnh cạnh tranh khi hoạt động sản xuất chuyển sang các khu vực có chi phí thấp hơn hoặc gần các thị trường đang phát triển. Hiểu được những thay đổi này giúp người mua đa dạng hóa nguồn cung cấp và quản lý rủi ro. Các chính sách thương mại bao gồm thuế quan, hạn ngạch và hiệp định thương mại tác động đáng kể đến giá cả và tính sẵn có, khiến việc giám sát sự phát triển quy định ở các khu vực sản xuất chính là điều cần thiết.
Với hiệu suất chống gỉ cao nên chúng được sử dụng phổ biế...

PPGI/PPGL COIL tên đầy đủ là thép cuộn mạ kẽm/galvalume s...
Cảng: Chiết Giang, Trung Quốc Ưu điểm của thép cuộn mạ...

ỨNG DỤNG PPGI Thi công: Bên ngoài: Nhà xưởng, kho nông...




