Summary: trong cuộn thép màu quá trình sản xuất, chất nền có thể đi qua lò nướng với tốc độ tối đa 140 m/phút. Để...
trong
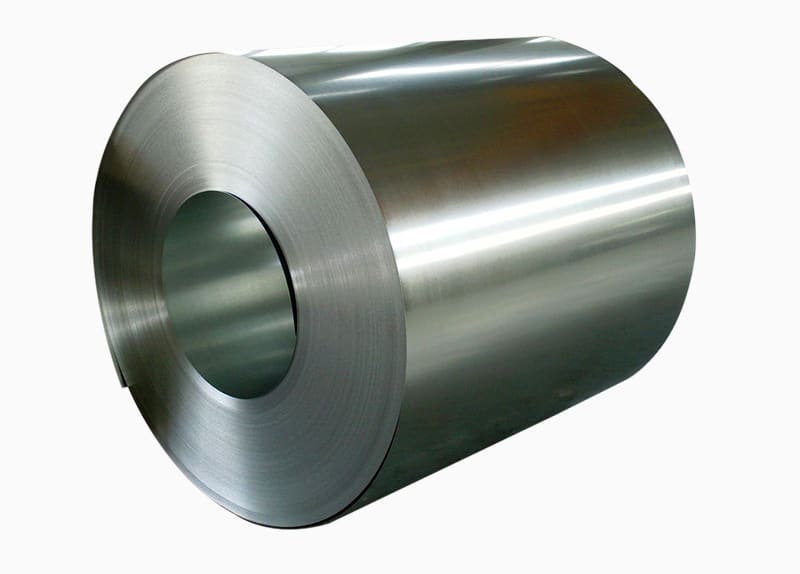
cuộn thép màu quá trình sản xuất, chất nền có thể đi qua lò nướng với tốc độ tối đa 140 m/phút. Để đảm bảo thời gian bảo dưỡng thỏa đáng, chiều dài của lò nướng thường là 30-50 m. Sau khi bề mặt được sơn xong, cả hai mặt đều là màng sơn ướt. Để làm cho chất nền lơ lửng trong khoang lò, thường có hai loại lò: lò nổi và lò treo.
Loại nổi không khí sử dụng luồng không khí đi lên trong lò để giữ chất nền; loại hệ thống treo sử dụng lực căng do các con lăn căng trước và sau dải tạo ra để kiểm soát vị trí của dải trong lò. Vì khoảng cách xa nên lớp nền sẽ có độ võng nhất định. Khoang lò phải được thiết kế dạng cánh cung ngược. Bộ phận phủ màu thường được làm nóng bằng không khí nóng, ngoài ra còn có phương pháp làm nóng khí thải của quá trình đốt khí. Nhiệt độ trong lò được chia thành 4 ~ 5 khu vực để kiểm soát, do đó đường cong nhiệt độ trong lò có thể thay đổi theo yêu cầu của sơn sử dụng.
Hiện nay có hai phương pháp gia nhiệt, tuyến tính và cong, để xử lý lớp phủ. Loại tuyến tính dùng để chỉ phương pháp đóng rắn trong đó nhiệt độ lò từ 4 đến 5 khu vực của lò nướng hoàn toàn nhất quán; loại cong dùng để chỉ phương pháp kiểm soát quá trình đóng rắn của sơn bằng các nhiệt độ khác nhau ở 4 đến 5 khu vực trong lò. Ví dụ, chiều dài của lò là 50 m, tốc độ của thiết bị là 120 m/phút và thép dải có độ dày 0,5 mm có thể được nung nóng ở cùng nhiệt độ lò là 310 ° C, 310 ° C, Có thể sử dụng 310 °C, 310 °C và 310 °C hoặc 210 °C. , 260oC, 330oC, 350oC, 320oC 5 nhiệt độ lò đường cong khác nhau để sưởi ấm. Các yêu cầu về đường cong nhiệt độ tốt nhất của từng đơn vị cho mỗi lớp phủ được xác định thông qua thực hành.